


S30408不锈钢管冷轧冷拔(润滑、脱脂、打头)工艺介绍
浙江至德钢业有限公司冷轧薄壁S30408不锈钢管的主要变形是在冷轧机上进行的。使用能大减壁和大减径的冷轧机轧管,可使金属材料的损耗大大降低,并且减少中间的脱脂、热处理、缩口、矫直等工序,提高S30408不锈钢管的直径和壁厚精度,减小偏心度,获得好的表面质量,实现用大、厚、长的坯料管生产薄壁、小直径成品管的目的。目前,世界上最先进的冷轧管机是德国曼内斯曼德马克梅尔公司生产的KPM-VM,KPM-VMR,SKW-VMR系列冷轧管机,有关技术资料见表。该类冷轧管机的特点是: 采用了惯性力和惯性扭矩的垂直式联合平衡机构以及环形轧槽块,由此使轧机的往复次数提高.轧槽的工作带长度增长(仅后两个系列),生产能力和产品精度大大提高该类轧机能生产的最大管径为230mm。现补世界上最大的冷轧管机是俄罗斯电钢城重机厂生产的XRIT45型冷轧管机,生产的最大管径为450mm。
俄罗斯电钢城重机厂继1937年制造出xnT40型冷轧管机之后,陆续开发了xnTI-VI型、T型和clr型冷轧管机,其中cn型为精密型。cn型的轧管壁厚精度可达到±5%。该厂早期生产的冷轧管机与德国的相比,除在制造精度、零部件的精度和寿命、自动化控制等方面存在差距外,在轧机往返次数(生产能力)上的差距最大(主要是在解决惯性力和惯性扭矩的平衡问题上存在差距)。该厂随后研制了一种新型传动机构—行星直线运动机构。该机构能较充分地平衡惯性力和惯性扭矩,并使连杆长度减少一半,使重量减小,因而大大地提高了轧机的往返次数。该厂1994年以后设计制造的冷轧管机的技术参数如表7所示。
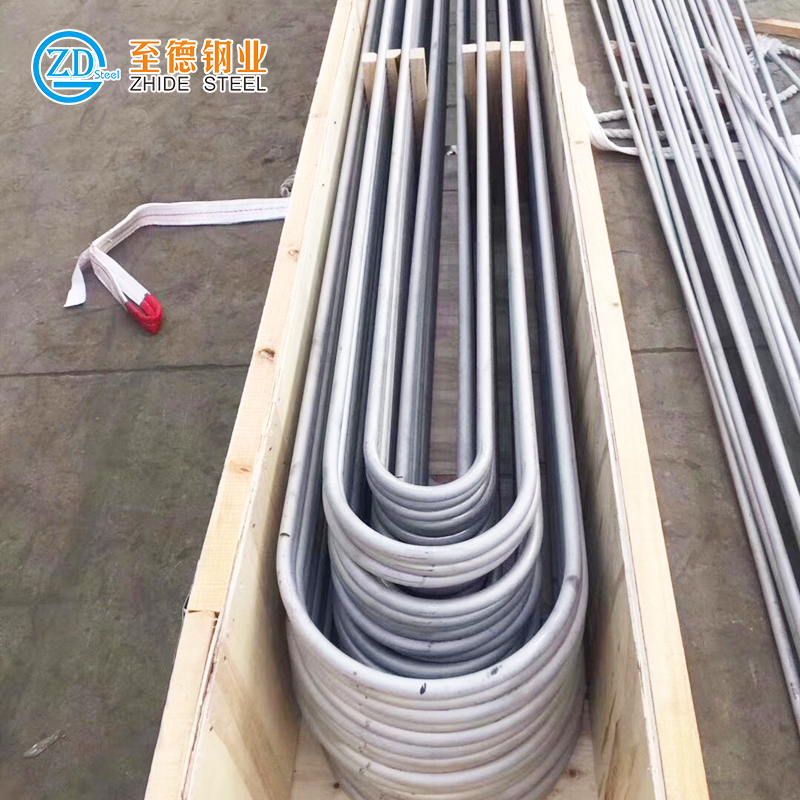
为减少冷轧管机的孔型数和更换工具次数,国外对成品管的定径一般采用冷拔。冷拔管机现普遍向长度更长的冷拔管机发展,这样可使拔后的S30408不锈钢管长度超过20m。冷拔头现基本上不用热锤头,而采用液压冷缩头。这种方式既减少了切头次数,又缩短了切头长度,提高了金属的成材率。目前,国外的高速冷轧管机和现代冷拔管机均带有工艺润滑系统,冷轧冷拔S30408不锈钢管普遍采用氯化油作润滑剂,如TDN81(用于轧辊),TDN90(用于芯棒),TDN87(用于冷拔)等润滑剂。由于采用无氧化的保护气体热处理工艺,所以S30408不锈钢管不再进行酸洗,而只脱脂(由此可避免酸洗对S30408不锈钢管表面的损伤,脱脂装置基本上有两种: 内外表面同时脱脂(外径小于15mm的S30408不锈钢管需增设内壁溶剂冲洗装置);内外表面分别脱脂。脱脂剂现普遍采用三氯乙烯脱脂剂。最先进的脱脂装置可使整个脱脂过程在密封室内用计算机自动控制完成,并可使三氯乙烯脱脂剂再生和反复使用,同时监控使用环境下的三氯乙烯气体含量。

发表评论:
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。



评论列表: